
Pentru instalarea de înaltă calitate a alimentării cu apă sau a încălzirii, în primul rând, trebuie să alegeți un instrument pentru lipirea țevilor din polipropilenă. Utilizarea țevilor din fontă în aceste scopuri cu utilizarea conexiunilor filetate este un lucru din trecut, iar utilizarea țevilor din polipropilenă vine să se înlocuiască, care sunt conectate prin lipire. Acest lucru se face folosind un fier de lipit special cu duze. Acest instrument a câștigat popularitate nu numai în rândul specialiștilor, ci, fiind destul de accesibil și în rândul meșterilor casnici care sunt obișnuiți să facă totul singuri.
Caracteristicile și echipamentele de lipit
Fierul de lipit pentru țevile de propilenă este similar ca proiectare și principiu de funcționare cu un fier de călcat obișnuit, diferă doar prin formă și scop.
Părțile principale sunt un termostat și un element de încălzire puternic, precum și un mâner ergonomic, suport și duze înlocuibile pentru diferite diametre ale țevilor.
Poregulatorul asigură menținerea unei anumite temperaturi, deoarece polipropilena supraîncălzită sau subrăcită nu va asigura o conexiune de înaltă calitate în timpul procesului de lipire. Un alt scop al termostatului este protejarea elementului de încălzire de supraîncălzire. Conform designului său, elementul de încălzire poate fi de două tipuri - rotund (duzele sunt strânse pe el) și plat sub formă de talpă de fier cu găuri pentru atașarea duzelor. A doua opțiune este mai populară.
Duzele pentru diferite diametre ale țevii sunt incluse în kit, iar numărul lor poate fi diferit pentru diferite seturi, aici depinde deja de dvs. să alegeți. Pot fi achiziționate separat, dacă este necesar. Atașamentele au o acoperire specială care împiedică lipirea PP. Unele truse conțin și foarfece speciale pentru tăierea țevilor de propilenă. Acesta este un instrument necesar pentru instalare, deci dacă kitul dvs. nu le include, atunci trebuie să le achiziționați cu siguranță. De regulă, un fier de lipit este vândut într-o cutie metalică convenabilă pentru transportul și depozitarea tuturor pieselor sale.
Acest instrument este proiectat să funcționeze pe o sursă de alimentare de 220 volți. Rata de încălzire depinde de puterea fierului de lipit. Pentru a lucra cu țevi cu diametrul de 16 până la 63 mm, este suficient să aveți un fier de lipit cu o putere de 850 de wați, iar dacă aveți de gând să lucrați cu diametre de până la 125 mm, atunci veți avea nevoie de un instrument cu un putere de până la 1500 wați. Temperatura optimă pentru lipirea țevilor de propilenă este setată de butonul termostatului la + 260 ° C. Când se atinge această valoare, termostatul va opri încălzirea suplimentară, care va fi semnalizată de o lumină pe carcasă.
1pokanalizacii.ru
Echipament pentru sudarea difuză a țevilor din polipropilenă
Pentru a lucra, veți avea nevoie de:
- Tăietor de țevi. Cea mai comună opțiune sunt foarfecele de țevi. Cu toate acestea, un astfel de tăietor de țevi nu garantează o tăiere netedă și poate deforma parțial țeava. O tăiere mai fină se realizează cu un tăietor circular de țevi din plastic. În absența unui tăietor special, puteți utiliza un ferăstrău cu un dinte fin și o cutie de mitrare.
- Tundător. Atunci când se utilizează țevi armate cu folie metalică în sistemele de încălzire și alimentare cu apă caldă, pentru a preveni delaminarea pereților conductelor în timpul ciocanului cu apă la temperaturi ridicate, se recomandă îndepărtarea stratului interior de folie până la 2 mm.De asemenea, instrumentul de orientare vă permite să obțineți un șanț uniform al tăieturii și să eliminați posibilele bavuri.
- Domnitor și creion. Adâncimea de sudare recomandată trebuie măsurată și marcată pe țeavă. Dacă nu sunt respectate normele pentru îngroparea țevilor în fitinguri în timpul sudării, se pot forma bile de polipropilenă în interior, îngustând lumenul țevilor. De asemenea, semnele de pe țeavă și armături sunt utile pentru sudarea țevilor într-o anumită poziție relativă.
- Șervețele alcoolice. Locul de sudare al unei țevi din polipropilenă trebuie să fie bine desprăfuit și degresat pentru a preveni formarea de pasaje capilare în grosimea materialului care trebuie sudat.
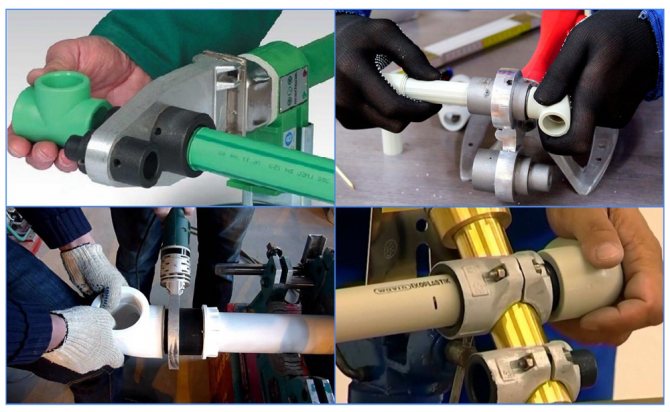
- Mașină de sudat cu duze în formă de clopot înlocuibile (cuplaje cu mandrine). În majoritatea cazurilor, este adecvată o mașină de sudat convențională și ieftină cu un element de încălzire xifoid cu o putere de până la 1 kW. Un astfel de dispozitiv poate asigura sudarea țevilor cu un diametru de până la 63 mm. Mașinile profesionale de sudură sunt un control mai puternic și mai precis al temperaturii. De asemenea, dispozitivele profesionale vă permit să încălziți simultan două perechi de prize de diametre diferite, pentru a nu pierde timpul înlocuindu-le la sudarea țevilor de diametre diferite. Pentru sudarea țevilor PPR în locuri greu accesibile, există mașini de sudat cu un element de încălzire rotund subțire, care poate fi poziționat fie drept, fie la un unghi de 90 de grade. Mufele pentru astfel de mașini de sudat sunt realizate integral cu o gaură pentru elementul de încălzire dintre manșon și dorn. Atunci când alegeți o mașină de sudat, este important să acordați atenție faptului că clopotele din kit sunt acoperite cu o acoperire antiaderentă din teflon (denumită PTFE) pentru a preveni aderența plastică la clopote. În uz casnic, sunt suficienți doi indicatori de încălzire: roșu (indicator de funcționare) și verde (indicator de atingere a temperaturii setate). Mânerul comenzii de încălzire trebuie să aibă o gradare clară și o fixare bună în poziția selectată. Nu va exista o clemă suplimentară pe suportul mașinii de sudat: vă permite să fixați mașina astfel încât să nu se miște atunci când deconectați conductele încălzite.
Sudarea polipropilenei este una dintre modalitățile de conectare a alimentării cu apă și a comunicațiilor de canalizare. În acest caz, se obțin îmbinări etanșe, deoarece produsele sunt cusute la nivel molecular. Dacă lipirea țevilor din polipropilenă se face corect, durata de viață a sistemului de alimentare cu apă sau de drenare crește de multe ori.
Unelte de lipit
Pentru a conecta părțile individuale ale sistemului de alimentare cu apă între ele, este necesar să se utilizeze tehnologii de expunere la temperatură. Sudarea sau sudarea țevilor din plastic permite difuzia moleculelor de plastic, rezultând o conexiune puternică și strânsă.

Aparate foto pentru lipirea comunicațiilor din plastic
Aceste lucrări sunt efectuate folosind dispozitive speciale - un invertor de sudură pentru țevi din plastic sau un pistol:
- Sudorul este considerat un aparat mai profesionist și este utilizat în principal de instalatori experimentați. Prețul său este cu un ordin de mărime mai mare decât un pistol de uz casnic standard;
- Pistolul este un fel de fier de lipit care poate afecta punctual părțile individuale ale comunicațiilor din plastic sau metal-plastic.
Mașinile de sudat pot fi clasificate după putere. Acum cele mai populare sunt modelele universale pentru 1500-1600 de wați. Sunt convenabile pentru uz casnic, în plus, kitul include și un set de duze pentru lucrul cu diferite tipuri de conducte.
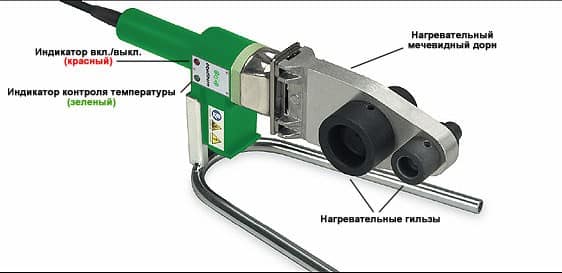
Foto - design de lipit
Trebuie remarcat faptul că, pe lângă dispozitivele speciale, vor fi necesare și instrumente suplimentare. În special, acestea sunt foarfece pentru tăierea pieselor de instalații sanitare. Și, de asemenea, un tăietor de țevi cu role, care vă permite să oferiți cea mai uniformă și netedă tăiere pe suprafața comunicațiilor.
De asemenea, atunci când lucrați cu țevi metal-plastic sau armate cu folie, veți avea nevoie de un instrument de curățare - un polizor. Se uniformizează marginea tăiată, care lasă adesea mici nereguli după tăierea zonei dorite. Dacă ignorați acest proces, este posibil ca conexiunea să nu fie suficient de puternică și strânsă, ceea ce va afecta funcționarea întregului sistem de canalizare.
Dacă trebuie să lipiți țevi din plastic cu un diametru mare - de la 110 mm, atunci se utilizează un cuplaj electric. Se așează pe articulație și încălzește articulația. În acest proces, centrarea secțiunilor individuale ale comunicațiilor joacă rolul principal, deoarece este aproape imposibil să se controleze procesul în timpul sudării. Pentru a lucra cu un astfel de dispozitiv, se utilizează o mașină specială de centrare, care vă permite să nivelați suprafața tăiată pentru a obține cusătura cea mai densă. Puterea cuplajelor este oarecum diferită de puterea mașinilor de sudat și a pistolelor de lipit, în majoritatea cazurilor sunt necesare valori ușor mai mari - peste 1500 de wați.
Lipirea la rece este, de asemenea, adesea folosită acasă. Tehnologia implică utilizarea unui adeziv agresiv, care asigură difuzia moleculelor de plastic fără utilizarea elementelor de încălzire. Principalul avantaj al acestei metode este simplitatea sa. O astfel de sudură poate fi efectuată cu ușurință chiar și fără experiență, în plus, achiziționarea de dispozitive suplimentare nu este necesară. Dar, în același timp, o astfel de îmbinare este considerată de scurtă durată, adică este mai degrabă o măsură urgentă decât o opțiune pentru o conexiune permanentă a conductelor.
Foto - un exemplu de lipire la rece a comunicațiilor din plastic
Puteți cumpăra un instrument pentru lipirea țevilor de plastic în aproape orice magazin de instalații sanitare, în medie costă de la 800 de ruble la câteva zeci de mii. De exemplu, în Sevastopol, costul WESTER DWM 1000B variază de la 1800 de ruble la 2000. Prețul depinde de puterea declarată a dispozitivului, marca și scopul său.
Video: cum să lipiți în mod corespunzător țevile de plastic
Instrucțiuni de lipit
Autosudarea conductelor de plastic se realizează utilizând un proiect de canalizare și în conformitate cu GOST-urile. Pentru fiecare material, lipirea se efectuează în conformitate cu o anumită temperatură, tabelul de mai jos vă va ajuta să alegeți valorile potrivite:
| Diametru, mm | Încălzire, secunde | Sudare, secunde | Răcire, secunde |
| 16 | 6 | 4 | 3 |
| 20 | 6 | 4 | 4 |
| 25 | 7 | 4 | 4 |
| 32 | 9 | 4 | 4 |
| 40 | 12 | 5 | 4 |
| 50 | 17 | 5 | 5 |
| 63 | 23 | 5 | 5 |
| 75 | 30 | 7 | 7 |
| 90 | 38 | 7 | 8 |
| 110 | 48 | 9 | 10 |
| 160 | 80 | 14 | 14 |
Instrucțiuni pas cu pas despre cum să lipiți țevile de plastic ale sistemelor de încălzire sau să conectați o instalație sanitară:
- Trebuie să instalați duze speciale pe dispozitivul de sudură, de exemplu, fitinguri pentru țevi de 25 mm. Folosind tabelul, timpul de încălzire este determinat, temperatura conform standardelor este de aproximativ 260 de grade. Acesta este parametrul optim pentru lipirea țevilor din plastic convenționale și armate;
- După aceea, sunt pregătite alte instrumente pentru instalații sanitare. Asigurați-vă că verificați dacă tăietorul este ascuțit înainte de tăiere. Pentru diametre mici, tăierea este recomandată nu în unghi drept, ci la 45 de grade; Foto - kit de lipit
- Acum trebuie să măsurați dimensiunea fitingului pe țeavă și să țineți cont de un spațiu de 1 mm. Trebuie să fie prezent la aderare. Marcați-l în comunicații. Acest lucru este foarte important, deoarece racordul nu poate fi împins până la capăt, după încălzire plasticul se va extinde ușor;
- Un accesoriu trebuie așezat pe o duză preîncălzită, apoi o conductă trebuie introdusă într-o altă gaură a piesei de conectare. Mai mult, pistolul se încălzește și duza se încălzește din nou pe toată lungimea; Foto - elemente de încălzire
- Rămâne să scoateți cu atenție piesele încălzite și să le conectați. Rezultatul va fi o montură puternică și sigilată, cu un accesoriu;
- Următoarea etapă de lipire a țevii include reîncălzirea fierului de lipit, dar abia acum o bucată cu un accesoriu este pusă pe duză, iar partea liberă a comunicației este introdusă într-o altă gaură;
- După încălzire, operația se repetă: piesele sunt scoase din duză și conectate.
Când lucrarea este terminată, trebuie să așteptați timpul specificat pentru a răci conexiunea, unii maeștri folosesc și un uscător de păr pentru a accelera procesul.
Foto - uscător de păr pentru plastic
Uneori, fierul de călcat nu poate fi utilizat și este necesară utilizarea manșoanelor de electrofuziune. Principiul lor de funcționare este foarte similar cu cel descris mai sus, diferența principală este că pentru o astfel de lipire a țevilor, întregul aparat este încălzit complet și nu duzele sale individuale.
Înainte de a începe sudarea, este imperativ să degresați secțiunile, precum și să le curățați de praf și murdărie. Pentru a face acest lucru, ștergeți fitingul și manșonul cu alcool pe interior și conducta pe exterior. Lipirea se face în același mod ca cel menționat anterior.
Recomandările instalatorului:
- Nu aplicați prea multă presiune atunci când conectați conducta la fiting. După lipire, plasticul devine mai flexibil, datorită căruia, cu presiune excesivă, pot apărea riduri în interiorul conductei;
- Nu permiteți racordului să ruleze liber pe țeavă;
- Acordați o atenție deosebită timpului și temperaturii de încălzire. Dacă depășiți sau, dimpotrivă, reduceți acești indicatori, atunci montura se va dovedi fragilă;
- Când lucrați acasă cu conducte de apă sau canalizare, lăsați un spațiu de cel mult 1 mm în punctul de atașare, altfel vor exista scurgeri în această zonă.
www.kanalizaciya-stroy.ru
Dispozitivul și principiul de funcționare al instrumentului pentru sudarea polipropilenei
Astăzi, multe companii naționale și străine sunt implicate în producția de echipamente pentru conectarea țevilor din plastic, care încearcă să o facă cât mai convenabilă și eficientă posibil. Pentru aceasta, fierele de lipit sunt echipate cu funcții suplimentare, aspectul lor, amplasarea mânerelor și metodele de fixare a duzelor se schimbă. Cu toate acestea, elementele principale și nodurile rămân aceleași (Fig. 1):
- termostat;
- element de încălzire (element de încălzire);
- corp cu mâner;
- duze.
Conform principiului de funcționare, mașina pentru sudarea țevilor din polipropilenă seamănă cu un fier obișnuit. În primul rând, elementul de încălzire încălzește aragazul. Își dă căldura duzelor, care încălzesc plasticul la o anumită temperatură, obținând astfel vâscozitatea necesară. Întregul proces este monitorizat de un termostat, cu ajutorul căruia temperatura de încălzire este menținută în limitele specificate.
Fiabilitatea conexiunii din polipropilenă depinde direct de stabilitatea termostatului. De obicei, fierele de lipit ieftine sunt echipate cu termostate de calitate scăzută. Acest lucru duce la faptul că în timpul procesului de sudare, plasticul se supraîncălzește sau se supraîncălzește. Ca urmare, aveți o conexiune proastă. Prin urmare, nu ar trebui să economisiți la cumpărarea unui fier de lipit. Atunci când alegeți un instrument pentru lipirea polipropilenei, este necesar să se acorde preferință echipamentelor cu control al temperaturii lin și calibrare precisă.
Cum se alege un fier de călcat pentru sudarea țevilor din polipropilenă
Atunci când cumpărați un instrument pentru lipirea polipropilenei, trebuie acordată o atenție specială următoarelor caracteristici:
- putere;
- un set de duze;
- set complet;
- producător.
Puterea este principala caracteristică tehnică a fierului de lipit, de care depinde diametrul maxim al elementelor conectate, precum și timpul de încălzire și, în consecință, viteza de sudare. Cu toate acestea, trebuie avut în vedere faptul că, atunci când cumpărați un instrument, nu este nevoie să urmăriți puterea, deoarece odată cu creșterea acestuia crește și prețul echipamentelor.
Atunci când alegeți un dispozitiv pentru lipirea țevilor din polipropilenă din punct de vedere al puterii, este necesar să înmulțiți diametrul elementelor conectate cu 10.
Ca rezultat, veți obține valoarea puterii minime a instrumentului. De exemplu, dacă, atunci când proiectați un sistem de încălzire, trebuie să conectați țevi cu o secțiune transversală de 40 mm, atunci în acest caz trebuie să achiziționați un fier de lipit cu o capacitate de cel puțin 0,4 kW. Pentru a efectua lucrări de reparații în apartamentul sau casa dvs. privată, va fi suficientă o putere de fier de 0,7 kW.Dacă intenționați să utilizați un fier de lipit în scopuri profesionale, atunci când diametrul țevii poate ajunge la 100 mm, este recomandat să cumpărați un dispozitiv cu o putere de până la 2 kW.
Un set de duze. Duzele de înaltă calitate pentru lipirea țevilor din polipropilenă trebuie să îndeplinească următoarele condiții:
- au o bună disipare a căldurii;
- au rezistență mecanică ridicată;
- mențineți dimensiunea lor atunci când temperatura scade.
Aproape toate echipamentele moderne pentru sudarea țevilor au capacitatea de a utiliza mai multe duze de diferite diametre în același timp. Acest lucru vă permite să reduceți semnificativ timpul pentru lucrările de instalare, deoarece nu este necesar să așteptați până când duza s-a răcit pentru a o înlocui.
Structural, toate duzele constau din 2 părți: pentru încălzirea externă (manșon) și internă (cu mandrină) a polipropilenei (Fig. 2). Orice aliaj care îndeplinește toate cerințele prezentate mai sus poate fi utilizat ca material de fabricație. La fabricarea accesoriilor pentru a le crește rezistența și durabilitatea, sunt utilizate diferite acoperiri. Cel mai adesea este teflon, care are și o proprietate antiaderentă, astfel încât plasticul încălzit să nu se lipească de atașamente.
Un set pentru sudarea țevilor din polipropilenă poate avea următorul set complet:
- Complet. Perfect pentru un sudor profesionist. Pachetul include o mașină de sudat, o cheie pentru duze, un set complet de duze și instrumente suplimentare care facilitează lucrările de instalare (tăietor, bandă măsură etc.).
- In medie. Include o mașină de sudat, o cheie și duze utilizate frecvent (20, 25, 32 și 40 mm). Dacă aveți nevoie de alte duze pentru sudarea țevilor, acestea pot fi achiziționate separat.
- Minimul. Sunt incluse doar un fier de lipit pentru sudare și o cheie pentru duze. Un astfel de set are un preț relativ mic și este perfect dacă trebuie să lipiți țevi de același diametru.
Firma producătoare. Pe piața echipamentelor sanitare există fieruri de lipit pentru lipirea țevilor din polipropilenă de la diferiți producători. Printre acestea, primul loc în ceea ce privește calitatea construcției și ușurința de utilizare este ocupat de instrumentele cehe și germane. Trebuie remarcat faptul că este destul de scump, deci este recomandat să îl cumpărați numai pentru munca profesională.
Modelele turcești și interne de fier de lipit sunt mai ieftine decât omologii lor germani și cehi, dar caracteristicile lor tehnice sunt oarecum mai proaste. Pentru uz privat, astfel de echipamente sunt cele mai potrivite. Fierele de lipit fabricate în China sunt cele mai accesibile, dar costul redus se traduce adesea într-o durată scurtă de viață.
Dacă aveți nevoie de un fier de lipit pentru o singură reparație, atunci modelele chinezești sunt cea mai bună opțiune.
Cum se alege un set pentru lipirea țevilor din polipropilenă?
Alegerea unui instrument este una dintre etapele principale ale muncii profesionale sau de uz casnic. În scopuri tehnice, instalarea sistemelor de alimentare cu apă la o căsuță de vară, este suficient să cumpărați un fier de călcat simplu pentru lipirea țevilor din polipropilenă. Este mai bine să acordați preferință nu opțiunilor chinezești, ci mărcilor dovedite de instrumente electrice din Europa și Japonia.
Înainte de a cumpăra un instrument pentru lipirea țevilor din polipropilenă, asigurați-vă că o astfel de achiziție este recomandabilă. Poate fi mai ieftin și mai convenabil să comandați servicii de la specialiști și să obțineți o garanție a conexiunilor de înaltă calitate.
Tehnologie de brazare pentru țevi din polipropilenă
Lipirea țevilor din plastic este destul de simplă. Principalul lucru este să respectați regimul de temperatură și timpul de încălzire al materialului. În primul rând, fierul de lipit este instalat pe o masă sau pe o altă bază fiabilă, după care o duză din secțiunea necesară este atașată cu o cheie. Apoi, temperatura necesară este setată pe dispozitiv, la care se încălzește timp de aproximativ 10 minute.
După aceea, capetele țevilor care trebuie conectate și elementul de conectare (unghi, cuplaj, MPH, MPV) sunt plasate pe duză. După câteva secunde (timpul de menținere depinde de puterea fierului de lipit și de diametrul țevilor), produsele din plastic sunt scoase din duze și conectate între ele.
Nu este nimic dificil în alegerea unui fier de lipit pentru lipirea polipropilenei. Principalul lucru este să știți în ce scop aveți nevoie. Și dacă, atunci când lucrați cu instrumentul, urmați toate regulile de funcționare a acestuia, atunci puteți fi siguri că astfel de echipamente vor dura dincolo de perioada de garanție.
expertsvarki.ru
Sudarea DIY a țevilor din polipropilenă
Pentru instalarea conductelor de apă, materialul plastic este potrivit. Anterior, s-a folosit fonta, dar recent a fost înlocuită cu polipropilenă mai ieftină. Materialul este ușor de instalat, făcând posibilă sudarea țevilor din polipropilenă cu propriile mâini. Produsele din polipropilenă sunt rezistente la coroziune și au o durată de viață lungă.
Sudarea DIY a țevilor din polipropilenă
Informații generale și tipuri de produse din polipropilenă
Materialele din polipropilenă sunt ușoare. Produc produse pentru trei tipuri de muncă:
- garnituri de alimentare cu apă caldă;
- amenajarea alimentării cu apă rece;
- instalarea sistemelor de încălzire.
"Important!
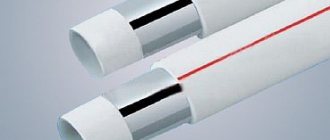
Rezistența produselor este indicată de marcaj, care are denumirea „PN”. Depinde de ce presiune va putea rezista țeava din polipropilenă. "
Există 4 tipuri de țevi:
- rezistă la o presiune de 1 MPa și nu este destinat unei conducte de apartament;
- capabil să reziste la o presiune de 1,7 MPa și o temperatură de 640C;
- rezistă la temperatura de 85 ° C și presiunea sistemului 2 MPa;
- cu o presiune mai mare de 2,2 MPa și o temperatură de 940C.
Ultimul tip de material de țeavă are un strat armat cu folie sau fibră de sticlă.
Având în vedere scopul, produsele din țevi din polipropilenă sunt utilizate pentru:
- alimentare cu apă rece cu o temperatură ambiantă admisibilă care nu depășește 440C;
- alimentare cu apă caldă cu o temperatură admisibilă care nu depășește 840C;
- utilizare universală cu un domeniu de temperatură admisibil de 65-740C.
Echipament folosit pentru sudare
Sudarea personalizată a țevilor din polipropilenă pentru începători depinde de alegerea corectă a echipamentului.
Pentru a lucra necesită echipamente cu instrumente:
- aparat de sudura;
- lichid degresant pe bază de etanol;
- montaj;
- pila cu un cuțit;
- țevi din polipropilenă;
- ferăstrău pentru tăiere.
În plus, se folosește un aparat de ras. Dispozitivul îndepărtează stratul armat de pe produsele din țevi. Utilizarea aparatului de ras este destinat numai produselor din polipropilenă armată cu metal.
O atenție specială este acordată utilizării unității de sudură. Lipirea personalizată a țevilor din polipropilenă se realizează cu un fier de lipit. Unitatea este fabricată acasă folosind:
- pasta termica pentru computer;
- fier inutil;
- burghie;
- bolt cu șaibă;
- duza fata-verso;
- burghiu pentru metal.
Sudarea țevilor din polipropilenă cu un aparat de casă
Dispozitivul este fabricat în etape:
- duza este lubrifiată cu pastă termică și înșurubată pe talpa fierului;
- se recomandă tăierea marginii ascuțite a fierului de călcat pentru confortul lucrărilor ulterioare;
- unitatea rezultată se încălzește timp de 5-9 minute.
Este deosebit de important pentru lucrări precum temperatura pentru sudarea țevilor din polipropilenă cu propriile mâini. Valoarea sa minimă este de 260 ° C. Valoarea optimă variază între 265 ° C și 280 ° C.
Tehnologie aplicată pentru lipire
Tehnologia utilizată în practică pentru lipirea țevilor din polipropilenă include două metode principale: capăt și soclu. Se pune întrebarea: dacă sudarea se efectuează pentru țevile din polipropilenă, care este mai bună? Prima metodă este utilizată în fabricare și nu este recomandată pentru sudarea acasă.Cea mai bună și mai simplă metodă este considerată sudarea cu mufă. Cu acesta, produsul pentru țevi este introdus în fitinguri, ceea ce asigură o conexiune strânsă a pieselor. Procesul se desfășoară în mai multe etape și include:
- tăierea țevilor;
- pregătirea lor împreună cu accesorii;
- pregătirea unității pentru sudare;
- procesul de sudare în sine;
- asamblarea pieselor după sudare și răcirea acestora.
Există opțiuni pentru modul de conectare a țevilor din polipropilenă fără lipire. Aceasta este așa-numita metodă rece. Este implementat folosind fitinguri de compresie. Pentru a face acest lucru, conducta este tăiată, calibrată, manșonul de prindere este instalat pe marginea conductei și armătura este introdusă în produs. La final, este necesar să fixați ferm cuplajul pe produs cu o cheie. În majoritatea cazurilor, metoda de lipire rămâne o opțiune fiabilă.
Procesul de tăiere
Un instrument special este folosit pentru tăierea țevilor. Acesta este de obicei un ferăstrău sau o foarfecă. Când țevile din polipropilenă sunt întărite cu metal, un șanț este utilizat pentru a curăța capetele. Utilizarea unui ferăstrău în astfel de cazuri nu este de dorit. Poate compromite integritatea materialului țevii. Dacă nu utilizați un șanț pentru țevi armate și nu curățați capătul, atunci întreaga conexiune va fi slăbită și scurgeri.
Tăierea țevilor
Pregătirea țevilor și armăturilor
Pregătirea pieselor constă în prelucrarea lor cu o soluție specială care conține alcool etilic. Se utilizează soluții pe bază de alcool izobutilic. Nu se recomandă curățarea tuburilor și armăturilor cu acetonă. Soluția sa înmoaie puternic materialele plastice, reducând rezistența structurii. Fitingurile sunt curățate din interior, iar conductele în sine din exterior. Degresarea este o procedură obligatorie înainte de orice proces de sudare pentru produsele din polipropilenă.
Pregătirea unității pentru sudare
Unitatea de sudură trebuie să fie fixată ferm de masă. Pentru a face acest lucru, utilizați o menghină sau cleme. Un aparat slab fixat își pierde ușor echilibrul și cade. După fixarea unității, se introduce în el o cuplare cu o mandrilă.
Temperatura corectă este importantă. Depinde de ea care va fi adâncimea de sudare a țevilor din polipropilenă. Temperatura optimă pentru lipirea produselor din polipropilenă este de 260-2700C.
După setarea temperaturii necesare, este necesar să instalați piesele de sudat pe unitate și să le încălziți bine.
"Notă!
Trebuie avut în vedere faptul că, atunci când instalați produsul pentru încălzire, este necesar să apăsați pe el perpendicular pe mecanismul de încălzire. Presiunea unghiului asupra produsului nu este permisă. "
Tehnologia de sudare și asamblarea pieselor
Tehnologia sudării produselor din polipropilenă include mai multe etape:
- se ia un tub de dimensiunea necesară și se curăță în jurul marginilor cu o pila sau un instrument de teșire, dacă este întărit cu metal;
- se face o marcă cu un creion pe tub unde ar trebui să fie pus armătura;
- fitingul împreună cu țeava este tratat cu o soluție de degresare;
- unitatea de sudură este fixată pe masă și duze sunt introduse de-a lungul marginilor sale (una pentru montaj, cealaltă pentru tub);
- temperatura necesară este setată pe comutatorul de comutare al dispozitivului;
- după 3 minute, unitatea se încălzește suficient, ceea ce este indicat de o lumină;
- o garnitură este pusă pe o duză încălzită și o țeavă este pusă pe cealaltă până la marca marcată mai devreme;
- timpul de lipire a țevilor din polipropilenă este calculat pe baza datelor dintr-un tabel special;
- piesele sunt îndepărtate cu atenție, dar rapid din atașamente;
- produsele rezultate se conectează rapid între ele fără răsuciri inutile;
După scoaterea produselor din atașamente și înainte de conectarea acestora, nu ar trebui să dureze mult timp. Există riscul ca piesele să se răcească rapid. Nu rotiți produsele și apăsați pe ele când vă conectați. Procesul ar trebui să ruleze fără probleme. O conexiune perfectă ar trebui obținută dacă s-au observat punctele tehnologice.Cu toate complexitățile unui astfel de proces, cum ar fi lipirea țevilor din polipropilenă cu propriile mâini, videoclipul vă va ajuta să vă dați seama.
Greșeli comune
Meșterii greșesc adesea când sudează țevi din polipropilenă. Acestea includ:
- răsucirea produselor conectate în timpul procesului de asamblare;
- presiunea asupra produselor atunci când acestea sunt conectate între ele;
- curățarea deficitară a armăturii și a țevilor de murdărie;
- utilizarea diferitelor clase de polipropilenă la sudarea acestora într-o singură structură;
- o perioadă lungă de timp între scoaterea produselor din unitate și conectarea lor într-o singură structură.
Întoarcerea produselor duce la o conexiune de calitate slabă, care devine vizibilă mai ales după ce s-au răcit. Presiunea și presiunea excesivă reduc, de asemenea, calitatea structurii.
"Important!
Neglijarea tratamentului armăturilor și a materialelor pentru țevi cu un degresant duce la apariția defectelor și la lipsa de integritate a îmbinărilor produselor. "
Când se încearcă sudarea pieselor din diferite tipuri de polipropilenă, întreaga tehnologie este încălcată. Un tip de material poate avea o temperatură de etanșare diferită de alta. Astfel de greșeli la lipirea țevilor din polipropilenă duc la refacerea lucrărilor efectuate într-un mod nou.
In cele din urma
Cu un astfel de proces, cum ar fi sudarea produselor din plastic, în special sudarea țevilor din polipropilenă în locuri greu accesibile, este necesar să respectați cu strictețe cerințele și instrucțiunile de mai sus, începând cu tăierea țevilor și terminând cu conectarea lor într-o singură structură.
svarkaipayka.ru
Specificitatea lipirii țevilor din polipropilenă
Procesul de lipire se realizează datorită proprietăților termoplastice pronunțate ale materialului. Polipropilena se înmoaie atunci când este încălzită - capătă o stare similară cu plastilina.
Descrierea generală a tehnologiei
Revenirea materialului la o temperatură normală de fundal contribuie la întărirea structurii sale la o stare normală. Aceste proprietăți au devenit principala tehnologie de lipit, care în limbajul tehnic se numește sudare polifuzie.
În practică, sunt utilizate două metode de îmbinare a pieselor care trebuie sudate:
- Cuplare.
- Drept.
Prima tehnică de sudare arată cum puteți lipi țevi din polipropilenă folosind o piesă modelată - un manșon sau o țeavă cu un diametru exterior mai mare. De obicei, în acest fel, țevile de plastic sunt lipite, al căror diametru nu depășește 63 mm.
Principiul sudării a două părți, în acest caz, se bazează pe topirea unei părți a țevii de-a lungul circumferinței exterioare și a unei părți a cuplajului de-a lungul regiunii interioare. Apoi ambele părți se potrivesc strâns.
A doua metodă - contactul direct, se bazează pe același principiu al topirii secțiunilor mici de țevi din plastic cu îmbinarea lor ulterioară. Dar în această versiune, două țevi de aceleași diametre acționează ca elemente de îmbinare și sunt unite de suprafețele lor de capăt. Această metodă simplă, la prima vedere, de lipire a polipropilenei necesită prelucrarea de înaltă precizie a zonelor de îmbinare și instalarea precisă a două părți de-a lungul axelor în timpul lipirii lor.
Alături de tehnologiile „fierbinți” indicate, se practică și tehnica lipirii „la rece”. Aici, ca component activ de lipit, se folosește un solvent special care poate înmuia structura polipropilenei. Cu toate acestea, această tehnică nu diferă cu un nivel ridicat de popularitate.
Mașini de lipit pentru sudarea țevilor
Atât cuplarea, cât și tehnica directă necesită lipirea țevilor din plastic cu mașini speciale de sudat. Structural, tehnica de lipire este ceva asemănător unui fier electric. Baza dispozitivelor este un element masiv de încălzire metalică, pe suprafața căruia sunt instalate duze detașabile - semifabricate metalice de diferite diametre.
Pentru sudarea cap la cap, proiectele mașinilor de lipit au o complexitate crescută. De obicei, un astfel de echipament include nu numai un element de încălzire, ci și un sistem de centrare a pieselor de sudat.De regulă, echipamentele de sudură directă, precum tehnologia în sine, sunt rareori utilizate în sfera internă. Prioritatea de utilizare aici este sectorul industrial.
Pe lângă fierele de lipit, comandantul va avea nevoie și de:
- foarfece pentru polipropilenă (tăietor de țevi);
- bandă de construcție;
- piața lăcătușului;
- aparat de ras (pentru țevi cu armătură);
- marker (creion);
- degresant de suprafață.
Deoarece se lucrează la echipamente cu temperatură înaltă, este imperativ să purtați mănuși de lucru strânse pe mâini.
Procedura de sudare din polipropilenă
Avertisment important! Lucrările de sudare pe materiale polimerice trebuie efectuate în condiții de bună aerisire a camerei. Când polimerii sunt încălziți și topiți, se eliberează substanțe toxice, care într-o anumită concentrație au un efect grav asupra sănătății umane.
Primul pas este pregătirea pentru muncă:
- Instalați semifabricatele cu diametrul necesar pe placa de încălzire.
- Setați regulatorul de temperatură al fierului de lipit la 260 ° C.
- Pregătiți piesele de împerechere (marcaj, șanț, degresare).
- Porniți stația de lipit.
- Așteptați până când temperatura de funcționare este atinsă (indicatorul verde se aprinde).
Împingeți simultan piesele de împerechere (țeavă - cuplare) pe spațiile libere ale stației de lipit. În acest caz, țeava din polipropilenă este împinsă în zona interioară a unui semifabricat, iar manșonul (sau mufa piesei modelate) pe suprafața exterioară a altui semifabricat.
De obicei, capetele țevii sunt introduse de-a lungul marginii liniei marcate anterior, iar manșonul este împins până se oprește. Când țineți piese din polipropilenă pe semifabricate încălzite, ar trebui să vă amintiți o nuanță importantă a tehnologiei - timpul de păstrare.
Dacă întârzierea este insuficientă, există riscul obținerii unui grad redus de difuzie a materialului, care va afecta calitatea joncțiunii. Dacă timpul de topire este prea mare, acest lucru duce la deformarea structurii piesei și, de asemenea, nu garantează lipirea de înaltă calitate. Se recomandă utilizarea tabelului, care indică valoarea optimă a timpului pentru țevi cu parametri tehnici diferiți.
Tabel de timp pentru lipire pentru țevi din polipropilenă
După ce ați ținut piesele pe semifabricate pentru o perioadă optimă de timp, acestea sunt îndepărtate și unite rapid de piesele încălzite. Procedura de îmbinare trebuie efectuată cu precizie, rapiditate (în termeni de timp în tabel), respectând în același timp alinierea pieselor de lipit. Este permisă efectuarea unor ajustări minore de-a lungul axelor (în decurs de 1-2 secunde), dar este inacceptabil să rotiți piesele, una față de cealaltă.
Trebuie remarcat: timpul indicat pentru lipirea oricărei țevi din polipropilenă poate fi ajustat în funcție de condițiile de lucru și de parametrii materialului. De exemplu, dacă instalația se realizează la temperaturi ambientale sub zero, în mod natural, ratele specificate cresc la 50% din valoarea nominală. Pentru fiecare condiție non-standard luată separat, timpul de încălzire este selectat prin metoda de lipire de test.
Opțiuni de conectare a țevilor din polipropilenă
Dacă excludem metoda de conectare a țevilor prin sudare, atunci există doar două metode cunoscute de constructori: sudarea la rece și armăturile.
La conectarea cu fitinguri, nu este necesară utilizarea instrumentelor de construcție complexe. În unele cazuri, este posibil să aveți nevoie de o cheie cu sertizare, care poate fi găsită împreună cu armăturile. Această metodă de conectare este destul de simplă și nu necesită abilități speciale, în plus, un astfel de ansamblu va fi mult mai rapid decât țevile de lipit.
A doua opțiune este metoda de sudare la rece, care implică utilizarea lipiciului agresiv la îmbinarea țevilor. Tăierea și pregătirea materialului este la fel ca atunci când se utilizează un fier de călcat. Ambele părți sunt acoperite cu adeziv, după care sunt conectate și presate, fixându-se în această poziție timp de 15 secunde.
Puteți trece apă prin conducte la numai o oră după ce sistemul este complet asamblat.
Țevi de brazare cu armătură
Să analizăm cum să lipim în mod corespunzător țevile din polipropilenă armate. Înlăturarea materialului de protecție este obligatorie aici. Prezența unui strat armat (folie de aluminiu) în structura țevii necesită încălzire suplimentară. Dar nu asta este ideea.
De obicei, aceste produse au un diametru supradimensionat și nu se potrivesc vârfurilor standard de lipit. Acestea trebuie curățate înainte de procesul de lipire. Excepție sunt țevile armate cu fibră de sticlă. Sunt lipite într-un mod standard.
Având în vedere varietatea tehnologiilor de armare a țevilor din polipropilenă, înainte de lipire sunt utilizate diferite metode de procesare. În mod tradițional, o decupare este utilizată pentru dezizolare.
Acest nume are un dispozitiv special sub forma unui manșon metalic cu cuțite. Schweier este pus pe partea de capăt a țevii care trebuie brazată, iar stratul armat este răzuit cu mișcări rotative în jurul axei țevii pentru a curăța plasticul.
Dacă stratul armat este situat în partea de mijloc a peretelui țevii din plastic, aici este mai rezonabil să folosiți un alt instrument pentru prelucrare - un dispozitiv de tuns din plastic.
Dispozitivul nu este mult diferit de dispozitiv, cu excepția amplasării și proiectării elementelor de tăiere. După prelucrarea cu un instrument orientat, partea de capăt a țevii este aliniată de-a lungul capătului, plus o parte a stratului armat este tăiată la o adâncime de 2 mm de-a lungul întregii circumferințe. Această prelucrare permite lipirea fără defecte.
Pe ce se bazează principiul instalării țevilor din polipropilenă?
Pentru instalarea țevilor din polipropilenă se aplică proprietățile fizice ale materialului. Când este încălzită, polipropilena se topește, după care se transformă într-o stare lichidă. Două părți sunt încălzite la articulații până se înmoaie, dar fără a le permite să intre într-o stare topită. Apoi sunt uniți și strânși cu puțin efort. Ca urmare, puteți obține o conexiune care va arăta ca un întreg - îmbinările, fisurile și alte defecte nu ar trebui să fie vizibile cu sudarea corespunzătoare a țevilor din plastic din polipropilenă. După răcire, materialul devine din nou solid și își păstrează toate proprietățile originale.
Desigur, abilitatea și experiența sunt necesare pentru o instalare de înaltă calitate. Dar pentru ca tehnologia sudării țevilor din polipropilenă să fie respectată în totalitate, este necesar să aveți o mașină de sudat care să asigure regimul de temperatură necesar.

Tehnologie de sudare pentru țevi din polipropilenă
Ce fel de echipamente de sudură trebuie să aveți și cum să sudați țevile din polipropilenă vor fi discutate în continuare.
Impactul erorilor asupra calității sudurii
Acțiunile lente, atent luate în considerare sunt o garanție împotriva greșelilor care pot anula toată munca. Toate lucrurile mărunte ale tehnologiei de lipit ar trebui luate în considerare și nu la un pas de ele.
Greșeli frecvente care duc la noduri defecte ale rețelei de alimentare cu apă propilenă instalate:
- Suprafața țevii nu a fost curățată de pelicula de grăsime.
- Unghiul tăiat al pieselor de împerechere diferă de valoarea de 90º.
- Montarea slabă a capătului țevii în racord.
- Încălzirea insuficientă sau supraestimată a pieselor de lipit.
- Îndepărtarea incompletă a stratului armat din țeavă.
- Corectarea poziției pieselor după ce polimerul a fost stabilit.
Uneori, pe materiale de înaltă calitate, încălzirea excesivă nu dă defecte externe vizibile. Cu toate acestea, deformarea internă este observată atunci când polipropilena topită închide pasajul conductei interne. În viitor, o astfel de unitate își pierde performanța - se înfundă rapid și blochează fluxul de apă.
Dacă unghiul tăiat al părților de capăt diferă de 90 °, în momentul îmbinării părților, capetele țevilor se află într-un plan teșit. Se formează o nealiniere a pieselor, care devine vizibilă când a fost deja montată o linie de câțiva metri.Adesea, din acest motiv, trebuie să refaceți din nou întregul ansamblu. Mai ales dacă țevile sunt așezate în caneluri.
Degresarea slabă a suprafețelor de împerechere contribuie la formarea „insulelor de respingere”. În astfel de puncte, sudarea polifuziei nu are loc deloc sau doar parțial. Pentru o vreme, conductele cu un defect similar funcționează, dar în orice moment se poate forma o rafală. Sunt de asemenea frecvente erorile asociate cu o fixare slabă a conductei în interiorul armăturii.
Un rezultat similar este prezentat pentru îmbinările realizate cu curățarea incompletă a stratului de armare. De regulă, o conductă cu armătură este instalată pe liniile de înaltă presiune. Folia de aluminiu reziduală creează o zonă fără contact în zona de lipit. Această zonă devine adesea un canal prin care apa este stoarsă.
O greșeală gravă este o încercare de a corecta elementele care trebuie lipite cu derularea în jurul axei una față de cealaltă. Astfel de acțiuni reduc drastic efectul sudării polifuzionale. Cu toate acestea, în anumite puncte se formează o cusătură și se obține așa-numita "tachetă". Cu o mică forță de rupere, „tacheta” reține conexiunea. Cu toate acestea, de îndată ce puneți conexiunea sub presiune, vârful se va destrăma imediat.
Concluzii și videoclip util pe această temă
Profesioniștii au întotdeauna multe de învățat. Cum să lucrați cu polipropilenă poate fi văzut în următorul videoclip:
Instalarea conductelor de polimer prin lipire la cald este o tehnică convenabilă și populară. Este utilizat cu succes în instalarea comunicațiilor, inclusiv la nivelul gospodăriei. Mai mult, persoanele fără experiență pot folosi această metodă de sudare. Principalul lucru este să înțelegem corect tehnologia și să asigurăm implementarea exactă a acesteia. Și echipamentele tehnologice pot fi cumpărate ieftin sau închiriate.
sovet-ingenera.com
Instrument de lipit pentru țevi din polipropilenă
Pentru a lucra necesită:
- Ruletă și creion (marker) pentru marcarea pieselor, nivel - pentru a controla structura în ansamblu.
- Foarfecă pentru țevi și instrument de răzuire pentru marginile pieselor sudate cu denumirea comună „stripping”. Decaparea diferă ca scop și tip: există aparate de bărbierit (curățarea muchiilor, șanfrenare) și fațade (tăie armătura la adâncimea de lipit) în corpuri cilindrice, există un instrument cu burghie pentru curățarea marginii țevii.
- Fier de lipit pentru conducte din polipropilenă.
- EIP: mănuși groase sau mănuși.
În plus, veți avea nevoie de un instrument general de construcție pentru instalarea clemelor de țevi pe pereți: un perforator, un ciocan, o șurubelniță.











Cum se alege un fier de lipit pentru țevile din polipropilenă și alte unelte
- Pentru o cantitate mică de muncă (reparații de bricolaj), puteți cumpăra cele mai ieftine aparate de lipit - sunt destul de suficiente pentru 2 ... 3 lipitori. Este mai bine să luați tampoane de teflon de înaltă calitate pentru încălzirea pieselor.
- Pentru uz profesional, un model ieftin nu va funcționa. Pentru cantități mari de lipire, este necesară doar o mașină de sudat profesională cu un set mare de tampoane de înaltă calitate.
- Foarfece. Foarfecele profesionale oferă o tăietură aproape dreaptă, perpendiculară, dar sunt scumpe. Este mai bine să le achiziționați pentru țevi cu diametrul de 40 mm, a căror lipire necesită o conformitate maximă cu dimensiunile și calitatea în general. Foarfecele simple ieftine nu dau aproape niciodată un plan ideal - atunci când le folosiți, conducta este tăiată la un unghi de 10 ° ... 15 ° față de tăierea ideală. Pentru diametre mici, acest lucru nu este înfricoșător: țevile cu un diametru mic și un perete subțire se încălzesc suficient de bine, devierea nu afectează lipirea.
- Instrument de decojire. Un instalator profesionist trebuie să-l aibă. Un meșter de casă care lipește țevi de plastic cu un diametru maxim de 25 mm poate face lipsă.
Metode de îmbinare a țevilor din polipropilenă
În funcție de echipamentele și materialele utilizate, sudarea personalizată a țevilor din polipropilenă poate fi efectuată în următoarele moduri:
- Metoda de îmbinare difuză vă permite să obțineți cea mai fiabilă și durabilă cusătură de sudură. Această metodă se bazează pe principiul difuziei materialului, care are loc prin încălzirea marginilor pieselor la temperatura de topire. În acest caz, polipropilena ambelor părți ale produsului este amestecată între ele și, după răcire, formează o conexiune de înaltă calitate. O caracteristică a metodei difuze este capacitatea de a lucra numai cu materiale omogene.
- Legătura de polifuzie este similară cu legătura de difuzie. Abia atunci una dintre cele două piese se încălzește cu contactul mașinii de sudat.
- Metoda soclului este utilizată pentru îmbinarea țevilor cu diametru mic. Diametrul conductei conectate este puțin mai mare decât secțiunea interioară a cuplajului; după topire și puțin efort fizic, piesa de prelucrat intră în cuplaj la o adâncime de încălzire.

- Metoda de îmbinare a suprafețelor de sudat este utilizată la sudarea țevilor din polipropilenă de același diametru și de același tip. Capetele semifabricatelor trebuie să fie strict coaxiale. Ca rezultat al încălzirii simultane și al presării mecanice a piesei de prelucrat, polipropilena celor două țevi se îmbină. Datorită necesității unei mașini de sudat de înaltă precizie pentru sudarea țevilor din polipropilenă acasă, această metodă este aproape niciodată utilizată.
- În cazul metodei de cuplare, echipamentul special este utilizat pentru conectare - montaj electric. Două capete ale țevii, tăiate strict în unghi drept, sunt introduse în manșon. După aplicarea tensiunii dispozitivului, piesele sunt încălzite la valoarea optimă și piesele de prelucrare sunt sudate împreună.
- Metoda la rece este utilizată la instalarea instalațiilor sanitare cu presiune de lucru scăzută. Acest aspect seamănă mai mult cu tehnologia de lipire a două suprafețe. Marginea interioară a armăturii și marginea țevii sunt lubrifiate cu o soluție adezivă, după care piesele de prelucrare sunt conectate și ținute până se întărește lipiciul.
La sudarea țevilor din polipropilenă cu un diametru de 4 cm și mai mult, este foarte dificil să le centrezi și să le conectezi, prin urmare, se folosesc unități speciale, care sunt echipamente scumpe și de înaltă tehnologie care funcționează în modul automat.
Instalarea țevilor din polipropilenă
Înainte de a instala conducta, marcați locurile de atașare a acesteia, instalați clemele - această operație se efectuează înainte de lipirea țevilor din polipropilenă.
Pregătiți piesele care trebuie lipite:
- Țeava este întotdeauna tăiată cu o marjă pentru zonele de lipire (vezi tabelul) pentru o secțiune specifică. Piesele nu sunt tăiate niciodată dintr-o dată. În timpul lucrului, se acumulează întotdeauna erori de măsurare. Dacă respecti dimensiunile, nu te vei abate prea mult de la dimensiunile planificate, dar poți acumula 1 ... 2 centimetri în plus (atât negativ, cât și pozitiv). Este recomandabil să faceți o marjă în cazul abaterilor locale: în timpul lipirii, configurația sistemului se poate modifica, ceea ce modifică dimensiunile structurii care trebuie lipite.
- Părțile pregătite sunt curățate.
- Marcajele sunt aplicate pieselor: marchează adâncimea lipirii pe țeavă (cât de departe va intra țeava în racord) și axa conexiunii - semne orizontale pe ambele elemente, care ar trebui să coincidă în timpul instalării. Marcați întotdeauna piesele - acest lucru simplifică foarte mult munca, mai ales atunci când instalați structuri complexe cu multe rotații.
Cum să lipiți țevile din polipropilenă:
- Pune-ți mănușile.
- Ambele elemente de conectare sunt instalate simultan pe un fier de lipit încălzit și încălzite pentru o anumită perioadă de timp.
- După încălzire, piesele sunt îndepărtate de pe tampoane și conectate prin semne, introducând una în cealaltă. După îndepărtarea pieselor încălzite de pe fierul de lipit pentru conectare și fixare, aveți 1-2 secunde. Lucrați cu încredere și cu atenție pentru a nu vă arde (a se vedea articolul 1).
- Apoi, este necesar să mențineți conexiunea până când se întărește (timp - vezi tabelul).
- Este posibilă lipirea ulterioară cu zona nou sudată după răcirea unității. Dacă nu rezistați la timpul de răcire, atunci este posibilă deformarea pieselor lipite anterior.
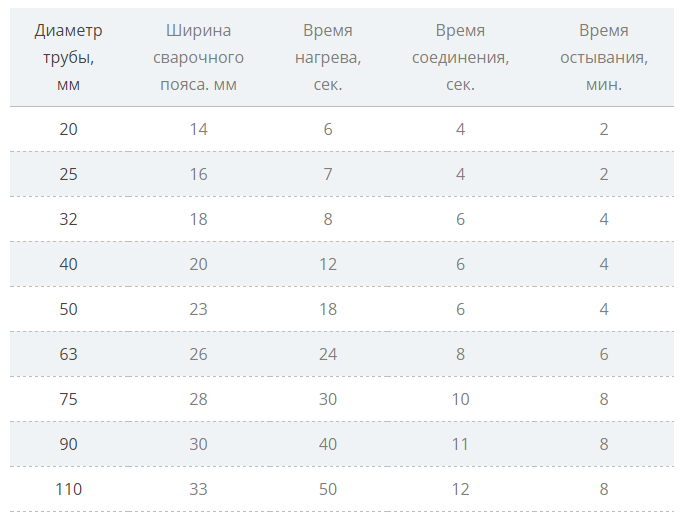
Tabelul 1. Timpul de încălzire, menținere și răcire a țevilor și armăturilor din polipropilenă.
| Diametrul țevii exterioare, mm | 16 | 20 | 25 | 32 | 40 | 50 | 63 | 75 | 90 | 110 |
| Zona de lipit: distanța de la marginea piesei (tampon de lipit) până la semn, mm. | 13 | 14 | 15 | 16,5 | 18 | 20 | 24 | 26 | 29 | 32,5 |
| Timp de încălzire a pieselor, s | 5 | 6 | 7 | 8 | 12 | 18 | 24 | 30 | 40 | 50 |
| Timp de reținere a conexiunii, s | 4 | 4 | 4 | 6 | 6 | 6 | 8 | 8 | 8 | 10 |
| Timp de răcire (pentru lipirea îmbinărilor adiacente), min. | 2 | 2 | 2 | 4 | 4 | 4 | 6 | 6 | 8 | 8 |
IMPORTANT! Datele de sincronizare pentru diferite materiale pot varia în funcție de puritatea materialului țevii, prezența armăturii și alte aspecte, până la temperatura camerei. Dar aceste abateri sunt vizibile în mod clar doar pe țevile cu diametru mare. Pentru dimensiuni mici, timpul va diferi cu maximum 1 ... 1,5 s. Dacă ceva nu funcționează pentru dvs. sau faceți acest lucru pentru prima dată, atunci puteți cumpăra unele dintre cele mai simple accesorii (cuplaje), puteți tăia niște țevi (mai multe bucăți de 7 ... 10 cm) și verificați modul în care materialul reacționează la încălzire și conectare.
Efectuăm autosudarea țevilor din polipropilenă
În termeni generali, procesul de lipire a țevilor din polipropilenă folosind o mașină de sudat este după cum urmează:
- Încălzim piesele care trebuie conectate la temperatura necesară. Luăm timpul și temperatura de lipire de pe mese specializate.

Timp de încălzire pentru țevile din polipropilenă în funcție de diametru
- Imediat după încălzire, piesele sunt conectate între ele și rămân staționare până se formează o sudură completă.
De obicei, procesul de sudare a unei îmbinări a țevilor din polipropilenă nu durează mai mult de cinci minute.

Lipirea țevilor din polipropilenă folosind un aparat de bricolaj
Video - Cum să lipiți țevile fără o mașină de sudat
Analizăm pas cu pas procesul de instalare a unei conducte din polipropilenă
- Prima etapă în crearea unui sistem de alimentare cu apă bazat pe țevi din polipropilenă este pregătirea unui proiect. Pentru a face acest lucru, trebuie să măsurați spațiile în care va fi realizată instalația și distanța dintre toate dispozitivele care utilizează sistemul de alimentare cu apă. Puteți realiza un proiect pe o foaie de hârtie milimetrică, indicând dimensiunile, distanțele și caracteristicile elementelor de legătură.
- Conectăm toate elementele sistemului de alimentare cu apă care nu necesită crearea de suduri.
- Începem să sudăm elementele individuale. Scoatem aparatul de sudură din ambalajul de transport și îl așezăm pe o suprafață plană.
- Am tăiat conducta în secțiuni gata făcute pentru instalare. Linia de tăiere trebuie să fie exact în unghi drept. Puteți folosi foarfece speciale, care sunt, de asemenea, ușor de tăiat și țevi armate.
- Înainte de sudare, degresăm și uscăm bine suprafețele care trebuie unite. Cea mai mică picătură de apă în articulație poate compromite etanșeitatea acesteia.
- Este mai bine să sudați elementele conductei, plasându-le într-un plan orizontal.
- Dacă este necesar să efectuați lucrări de sudare în secțiuni verticale, folosim serviciile unui asistent, deoarece mașina de sudat poate fi menținută suspendată.
- Porniți dispozitivul de sudură în rețea și așteptăm ca acesta să se încălzească la temperatura de funcționare. Unele modificări ale dispozitivelor au un reostat, prin intermediul căruia puteți seta temperatura de încălzire prestabilită.
- Aplicăm semne pe secțiunile care trebuie sudate, marcând adâncimea sudurii sau poziția relativă a pieselor care trebuie îmbinate.
- Punem piesele de conectat pe duzele de încălzire. Monitorizăm corespondența adâncimii duzei cu marcajul aplicat anterior.
- După ce suprafețele pieselor de îmbinat au fost încălzite la temperatura necesară, le îndepărtăm cu duza și ne conectăm una cu cealaltă. Este foarte important ca piesele să fie fixate într-o stare staționară în timpul răcirii cusăturii, altfel, cu cea mai mică mișcare a acestora, pot apărea microfisuri în corpul sudurii.Pentru o fixare sigură, cel mai bine este să utilizați dispozitive mecanice, cum ar fi cleme.
- Puteți utiliza piesele conectate după ce cusătura s-a solidificat complet. De obicei, aceasta nu durează mai mult de două minute.
Controlăm calitatea cusăturilor sudate
Procedura naturală de verificare a calității sudurilor este umplerea acesteia cu apă sub presiune. Pentru a determina vizual locurile posibilelor scurgeri, șervețelele de hârtie pot fi așezate sub îmbinări. Chiar și cele mai mici picături de apă vor fi vizibile pe ele.
Pentru a înțelege mai bine procesul de utilizare a mașinilor de sudat pentru instalarea țevilor din polipropilenă, urmăriți videoclipul de instruire.
Neterminat și lipit
Re-topirea apare atunci când piesele sunt supraexpuse pe tampoanele de încălzire. Ca rezultat, obținem:
- Reducerea diametrului interior al conductei.
- Deformarea articulației în timpul răcirii, abaterea conductei de la orizontală sau verticală.
- Când încercați să stabiliți conexiunea cu mâinile, piesele se pot defila (sunt foarte fierbinți, se răcesc mult timp, nu se lipesc) și, prin urmare, lipirea se poate dovedi a fi de proastă calitate - scurgere.
Supraîncălzirea apare atunci când piesele sunt supraîncălzite. Rezultatele subdozării sunt, de asemenea, negative:
- Piesele nu sunt incluse în conexiune.
- Reîncălzirea poate duce la deformări nedorite ale pieselor, care pot duce la scurgeri.
- Cu o ușoară depășire, apare cea mai gravă situație: piesele intră în îmbinare, dar fără a crea o îmbinare etanșată. Cu o astfel de depășire, conducta intră în armătură, dar nu lin, fără alunecare, cu o ușoară interferență.
Conectarea țevilor în locuri greu accesibile și sudarea structurilor complexe
Astfel de structuri includ:
- instalarea de ghisee;
- conectarea la încălzitorul de apă;
- distribuirea către consumatorii vecini vecini;
- lipirea în spații închise.
Mai multe detalii:
- Când lipiți țevi la contor, luați în considerare dimensiunile sale: contorul de apă din apartament are o dimensiune mai mare decât conducta. Dacă acceptați mai întâi conductele, atunci va fi dificil să instalați dispozitivul în sine - nu va avea suficient spațiu.
- Încălzitoarele de apă au conducte complexe. În condițiile apartamentelor mici, trebuie să aveți grijă atunci când calculați țevile. Marcați întotdeauna singur zonele în care nu veți putea folosi fierul de lipit - aici va trebui să lipiți conexiunile „pe podea”, apoi reglați-le de-a lungul peretelui și al dispozitivului.
- Dispozitivele din apropiere creează o mulțime de probleme: lipirea este întârziată în timp, deoarece îngrămădirea țevilor interferează cu procesul, timpul de așteptare pentru răcirea îmbinărilor lipite crește. Trebuie să vă gândiți clar la secvența în care veți conecta toate piesele, astfel încât acestea să nu interfereze după lipirea elementelor adiacente.
- Lipirea în condiții înguste necesită mai mult timp pentru a afla cum să ajungeți la îmbinare decât procesul de sudare în sine. Prin urmare, chiar dacă trebuie să lipiți 2 ... 3 noduri, luați în considerare cu atenție toate opțiunile. Este de dorit să aveți un asistent care să alimenteze sau să ridice fierul de lipit.
- Lipirea în caneluri. În punctele de lipit, stroboscopul trebuie lărgit și aprofundat, astfel încât să puteți introduce un fier de lipit în el. Stroboscopul în coturile și îmbinările adiacente ar trebui, de asemenea, să fie mai lat, astfel încât țeava să aibă o rezervă de putere atunci când este îndepărtată din fierul de lipit.
Interesant: care este diferența dintre sudarea țevilor și lipirea
În esența procesului, aceste operațiuni nu diferă: piesele care trebuie unite sunt încălzite într-o stare în care pot fi lipite împreună și pot obține o conexiune etanșă. Un fier de lipit este adesea numit o mașină de sudat - acest lucru este, de asemenea, corect. Însă conceptul de „sudare a țevilor din polipropilenă” este utilizat mai mult pentru lipirea industrială a conductelor cu diametru mare în utilitățile publice (sudarea cap la cap).
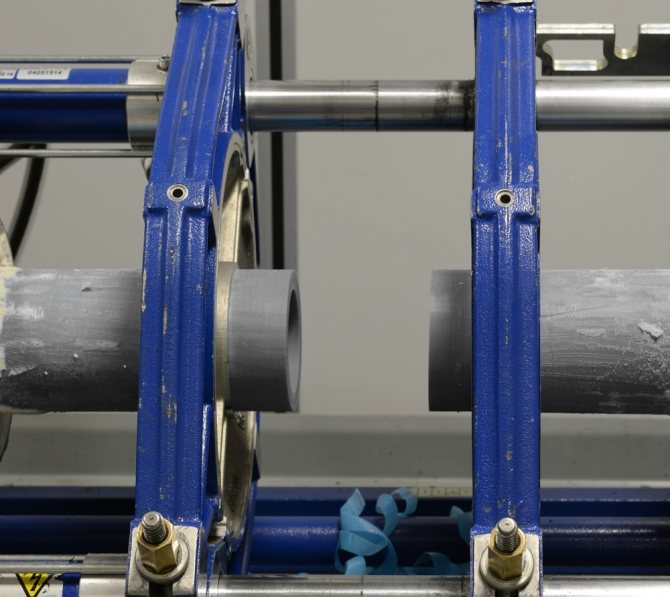
Mașinile de lipit mari au o structură ușor diferită. Lucrarea se desfășoară după cum urmează:
- Țevile de sudat sunt plasate într-un dispozitiv de centrare (ghidaj), protejat de un disc special, care asigură planeitatea și paralelismul marginilor de curățat.După îndepărtarea discului, zona de contact este verificată - conductele ar trebui să se potrivească perfect.
- Un disc de încălzire este introdus între conducte, părți ale conductei sunt atașate la acesta și încălzite.
- Elementul de încălzire este îndepărtat, conductele sunt aduse una la una și îmbinarea sudată la îmbinare.
- După ce îmbinarea s-a răcit (este necesară expunerea), structura de ghidare este îndepărtată.
stroikadialog.ru
Pregătirea piesei de prelucrat pentru sudare
Aderarea exactă la procesul tehnologic la sudarea țevilor din polipropilenă cu propriile mâini pentru începători este considerată jumătate din succesul acestei lucrări. Prin urmare, un pas important este pregătirea suprafeței pieselor de îmbinat.
Urmarea mai multor recomandări vă va permite să obțineți un rezultat pozitiv:
- Sudarea țevilor din polipropilenă începe cu marcarea și realizarea unei tăieturi la locul potrivit, de bună calitate.
- Pe semifabricatele armate, stratul superior metalic al materialului este îndepărtat, altfel prezența foliei nu va face posibilă obținerea unei conexiuni fiabile, pe termen lung. Stratul de protecție este curățat cu un instrument special. Dacă armătura se efectuează cu un strat de fibră de sticlă, atunci nu este necesară curățarea acesteia.
- Interiorul fitingului și capetele țevii sunt degresate cu o soluție de alcool și verificate pentru contaminare sau defecte de suprafață. Apoi se efectuează procesul de sudare în sine.