Caracteristici materiale
Polietilena este produsă prin polimerizarea etilenei. În procesul de cusătură, compoziția chimică a materialului nu se schimbă - această tehnologie îmbunătățește semnificativ caracteristicile și capacitățile polietilenei, adică aplicabilitatea produsului finit se extinde.
Cele mai importante avantaje ale acestor conducte includ:
- rezistență la temperaturi ridicate: fără presiune poate rezista până la 200 ° C fără a modifica configurația;
- rezistență ridicată la șocuri, până la temperaturi de până la -50 ºC;
- prezența unui echilibru între elasticitate și duritate;
- nu vă este frică de oxidare;
- conductele au o netezime și flexibilitate excelente, capabile să neutralizeze vibrațiile și sunetele mecanice;
- nu este expus substanțelor chimice;
- nu există metale grele în material;
- capacitatea materialului de a se îndoi ușor fără a fi deteriorat;
- dimensiuni reduse, greutate redusă, durată lungă de viață.

Astfel de materiale polimerice au o proprietate de contracție, adică își pot lua forma originală după o anumită perioadă după întindere. În plus, nu sunt necesare unelte speciale complexe pentru instalarea țevilor XLPE.





Proprietăți și popularitate
Polietilena reticulată posedă un set unic de proprietăți care a condus la utilizarea sa pe scară largă. Dintre aceștia, experții notează:
- rezistență mecanică - țevile PEX pot funcționa la presiuni de până la 20 de atmosfere;
- rezistență la tracțiune;
- rezistența la oboseală - materialul își păstrează proprietățile mecanice chiar și în condiții de expunere prelungită la temperaturile maxime admise;
- rezistenta la uzura;
- efect de memorie a formeidatorită căruia, materialul are proprietățile de contracție termică și capacitatea de a-și recupera forma după deformare;
- o combinație de flexibilitate și elasticitate, care este destul de suficientă pentru rezolvarea cu succes a sarcinilor de așezare și instalare (țevi din material plastic pentru alimentarea cu apă);
- rezistență la coroziune;
- imunitate la influențe cele mai dure substanțe chimice și biodegradabile.
Unul dintre avantajele polietilenei reticulate, datorită căreia, și-a găsit aplicarea în sistemele de încălzire (în special la temperaturi scăzute, cum ar fi „podeaua caldă” - aici veți afla distanța dintre conducte) - transfer de căldură bun.
În același timp, majoritatea țevilor sunt realizate dintr-un material care, datorită valorilor scăzute ale coeficientului de expansiune termică, nu necesită armare sau utilizarea unor metode speciale de așezare.
Știți diferența dintre câmpurile de irigare și de filtrare? Un articol util descrie în detaliu cum se creează un sistem autonom, local pentru colectarea și tratarea apelor uzate.
Citiți despre principiul funcționării filtrului de osmoză inversă pe această pagină.
Formă de producție a țevilor din polietilenă reticulată - bobine de diferite lungimi.
În consecință, la instalarea autostrăzilor (despre stațiile de pompare mini-canalizare, este scris aici), numărul de conexiuni este doar minimul necesar.
Cu toate acestea, chiar și în acest caz, conexiunile sunt unul dintre principalii factori de care depinde fiabilitatea sistemului. Tehnologia conexiunilor devine decisivă în acest sens.
Tehnologie de reticulare din polietilenă
Cusătura este necesară pentru a elimina unul dintre principalele dezavantaje ale materialului - termoplasticitatea. Datorită acestui proces, conductele XLPE rămân flexibile și nu își schimbă forma chiar și la temperaturi peste 80 ° C.
Trebuie remarcat faptul că, datorită saturației materialului cu carbon pur, topirea acestuia începe numai atunci când atinge 400 ° C.

Caracteristicile tehnice ale produsului sunt influențate de metoda de cusătură, care este:
- silan;
- peroxid;
- fascicul de electroni.
Prima metodă implică efectuarea unei reacții de substituție. În al doilea rând, materia primă este amestecată cu un inhibitor, iar reticularea însăși se efectuează sub presiune. A treia metodă este de a efectua iradiere, în timpul căreia legăturile sunt schimbate din cauza substituției.
Dependența tipurilor de țevi de instalarea în diferite locuri
Instrumentul pentru instalarea țevilor din polietilenă poate diferi ușor în funcție de domeniul lor de aplicare. Pentru diferite sisteme - încălzire, alimentare cu apă rece sau caldă, canalizare - există condiții diferite pentru transferul de apă, prin urmare, produsele în fiecare caz vor fi diferite.
De exemplu, pentru alimentarea cu apă rece, de regulă, se utilizează țevi XLPE cu un singur strat cu o secțiune transversală de 16-20 mm, care pot rezista până la 95 ° C. Adesea, astfel de țevi sunt produse prin metoda fasciculului de electroni - aceste produse au un preț accesibil.

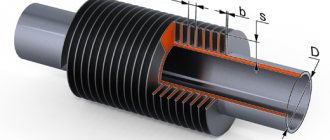
Pentru conductele de apă caldă, sunt necesare structuri multistrat, deoarece temperatura pe care trebuie să o reziste este de 110 ℃, adică destul de ridicată. În acest scop, în astfel de produse, un strat de polietilenă reticulată obținut prin metoda peroxidului este plasat din interior, un strat de aluminiu este plasat în centru și un alt strat de polietilenă este așezat deasupra.
Datorită prezenței unui strat central de aluminiu, conducta devine suficient de puternică la coturi pentru a preveni pătrunderea oxigenului în ea. Dar stratul exterior de polietilenă este capabil să protejeze conducta de radiațiile ultraviolete și daunele mecanice. Secțiunea transversală a acestor țevi este cuprinsă între 16-63 mm. În cazul sistemelor de încălzire, puteți utiliza și produse multistrat cu parametri 16-20 mm.
Tipuri de țevi XLPE

Țevile sunt clasificate în funcție de mai multe criterii:
- După destinație. Produsele universale sunt utilizate pentru organizarea sistemelor de încălzire și încălzire prin pardoseală. Cele specializate sunt utilizate fie pentru aranjarea comunicațiilor de încălzire, fie pentru instalarea unui sistem de încălzire prin pardoseală. Orice tip de produs este potrivit pentru instalarea unui sistem de alimentare cu apă.
- Apropo de firmware. În funcție de metoda de procesare, țevii i se atribuie o notă corespunzătoare. Firmware-ul poate fi peroxid (PEXa), electronic (PEXc), gazos (PEXb) și chimic (PEXd).
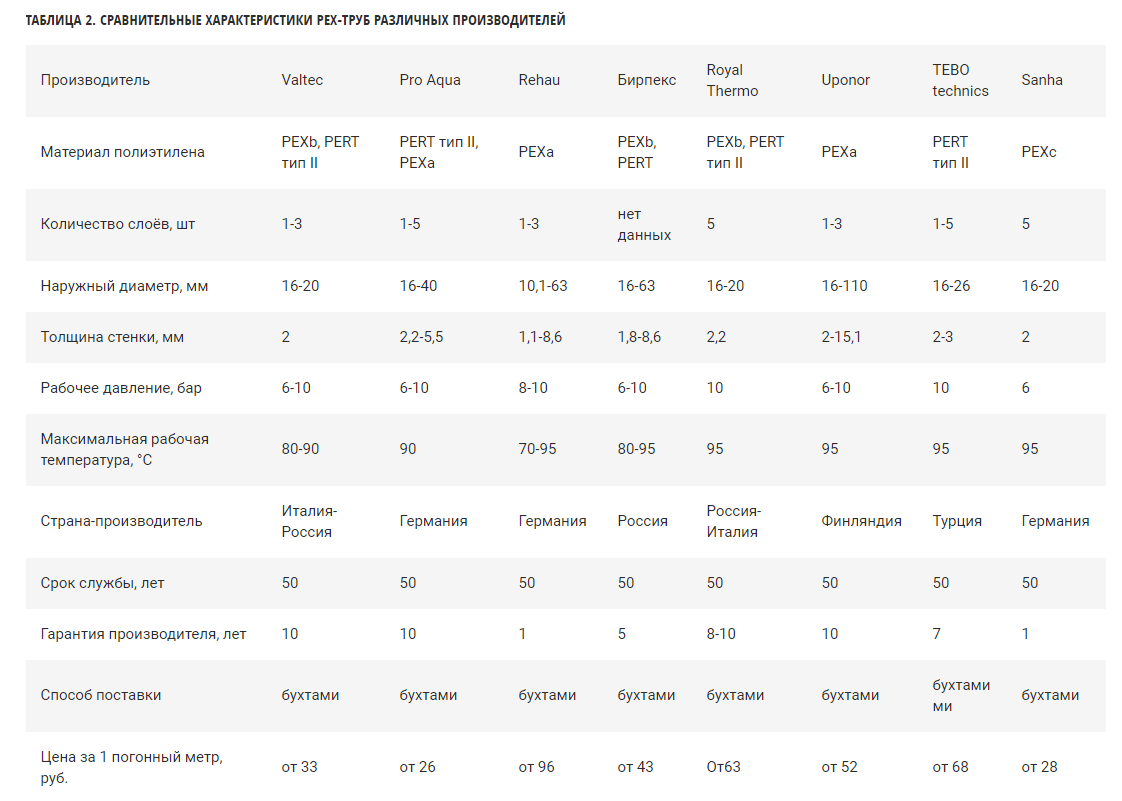
- De către producător. Cele mai populare sunt produsele fabricate de concernul german RAUTITAN. Cumpărătorului i se oferă mai multe tipuri de țevi cu diametre diferite. Compania finlandeză WIRSBO produce produse de dimensiuni medii și mici. Cel mai larg sortiment este prezentat de producătorul israelian GOLAN. Compania oferă produse din polietilenă reticulată cu un diametru de 12-500 mm.
Tipuri de fitinguri
Este foarte ușor să îndoiți țevile din polietilenă reticulată - pentru aceasta trebuie încălzite doar cu un uscător de păr de construcție. Cu toate acestea, la instalarea sistemului, este posibil să aveți nevoie nu numai de îndoiri, ci și de îmbinarea bucăților individuale de țeavă - în acest caz, sunt utilizate fitinguri.
Există aceste tipuri de fitinguri în funcție de scopul lor funcțional:
- tee și cruci;
- detalii colț;
- cuplaje;
- cioturi;
- unități.

În acele locuri în care este planificat să se facă o schimbare în direcția conductei, se folosesc de obicei colțuri. Pe secțiuni drepte, cuplajele sunt utilizate pentru îmbinare. Dacă este necesar să construiți o secțiune suplimentară la conducta finită, atunci sunt utilizate racloarele. Scopul teelor și crucilor este de a așeza conducta, iar dopurile sunt utilizate pentru a închide capetele.
În același timp, există mai multe tipuri de materiale pentru fitinguri:
- clorura de polivinil;
- polietilena;
- polipropilenă;
- material combinat.
Cele mai utilizate accesorii de alamă. Este necesar să conectați secțiunile de țeavă ale aceleiași secțiuni cu fitinguri drepte și cu fitinguri de reducere de diametre diferite.



Tehnica de fixare a armăturilor de compresie
Pentru a lucra cu acest tip de piesă, veți avea nevoie de două chei și un foarfece.
Asamblarea țevilor XLPE într-o singură conductă utilizând fitinguri de compresie se realizează în mai mulți pași. În primul pas, o piuliță de sertizare este plasată la capătul conductei. Firul său trebuie să fie orientat spre conector. Apoi, inelul despicat este fixat, setându-l astfel încât distanța de la conducta tăiată la marginea inelului să fie de 1 mm.

La sfârșit, o secțiune a unei țevi din polietilenă reticulată, cu o piuliță și un inel așezat pe ea, este împinsă până la capăt pe accesoriul de fixare. După aceea, utilizați chei pentru a strânge bine piulița de sertizare. Rețineți că, înainte de a glisa conducta pe acest accesoriu, nu trebuie să fie demontată sau teșită. Singura măsură de precauție atunci când lucrați cu aceste elemente este de a controla forța de strângere a piulițelor, astfel încât conducta să nu se deformeze.
Metode de conectare
În timpul instalării, părți ale conductei pot fi conectate în mai multe moduri:
- fitinguri de compresie (sertizare);
- fitinguri pentru presă;
- fitinguri electrofuzionale.
Alegerea unui tip specific de conexiune depinde de caracteristicile de funcționare planificate.
Pentru instalarea comunicațiilor, pot fi necesare următoarele instrumente:
- Foarfece speciale pentru tăiere țevi. Tăietorul de țevi vă permite să tăiați țevile în secțiuni de dimensiunea dorită fără a aplica o forță excesivă. În acest caz, tăierea va fi netedă, fără bavuri, la un unghi de 90 de grade. O astfel de tăiere va asigura o înaltă calitate și fiabilitate a viitoarei articulații.
- Presa hidraulica.
- Aleză pentru a crește diametrul țevii înainte de a introduce armătura.
- Cleşte.
- Chei pentru strângerea piuliței de sertizare.
- Montaj.
Atunci când utilizați fitinguri electrofuziune, este necesară o mașină specială de sudat. Poate fi închiriat.
Fitinguri de compresie
Instalarea țevilor din polietilenă reticulată folosind fitinguri de compresie se realizează pe liniile de alimentare cu apă. Aici sunt necesare un număr minim de instrumente - sunt suficiente un tăietor de țevi și o cheie sau o cheie reglabilă.
Vă recomandăm să vă familiarizați cu: Fitinguri pentru conectarea unei bare de prosop încălzite
Algoritmul de lucru este după cum urmează:
- Fitingul este deșurubat și pune secvențial pe capătul țevii o piuliță de compresie, un inel despicat.
- Inelul despicat este fixat la 1 mm de marginea tăieturii.
- Fitingul piesei de legătură este introdus în țeavă până când se oprește.
- Înșurubați cu grijă piulița de sertizare pe fiting, având grijă să strângeți, dar nu ciupiți.

Datorită plasticității polietilenei, o astfel de conexiune nu necesită etanșare suplimentară. Poate fi demontat rapid dacă este necesar.
Fitinguri de presare
Utilizarea armăturilor de presă exclude demontarea comunicărilor fără deteriorări. Conexiunea se dovedește a fi fiabilă, dar nu pliabilă. pentru muncă aveți nevoie de o extensie de pense, apăsați fitingul.

Procedura de instalare a conexiunii:
- Un inel de presare (manșon de presare) este pus pe secțiunea pregătită a conductei, deplasându-l de la margine.
- Un extensor este introdus în țeavă și întins la dimensiunea fitingului.
- Scoateți expansorul și introduceți racordul piesei de legătură în locul său.
- Datorită memoriei moleculare a materialului, conducta este comprimată și înfășurată strâns în jurul racordului de conectare.
- Fixarea suplimentară se realizează trăgând inelul de presare pe marginea țevii, strângându-l cu o presă manuală.
În această legătură, nu există presiune externă asupra punctului de conectare. Calitatea și fiabilitatea se datorează proprietăților speciale ale polietilenei reticulate.
Conexiune electrosoldată
Sudarea electrică pe conductele de polietilenă se realizează numai cu ajutorul unor fitinguri speciale.
Comandă de lucru:
- Un manșon electrosudat este pus pe conductele pregătite.
- O mașină de sudat este conectată la contactele de pe fiting.
- Sudarea are loc atunci când materialul este încălzit la o temperatură de 170 de grade.
- Timpul de încălzire este setat automat, în funcție de diametrul conductei. Dacă mașina de sudat nu are această funcție, atunci timpul și temperatura de sudare trebuie găsite în documentația pentru montaj.
- La sfârșitul procesului de sudare, aparatul este oprit, conexiunea este lăsată să se răcească.
Această metodă de conectare este cea mai scumpă, dar și cea mai fiabilă. Pentru funcționarea conductelor pe fitingurile electrofuzionale, nu există restricții de temperatură și presiune. Conexiunea este mai puternică decât țevile în sine.
Vă recomandăm să vă familiarizați cu: Cum să faceți trecerea de la fontă la țeavă de plastic
Îmbinarea țevilor cu conexiuni de sertizare
Fixarea produselor tubulare la armăturile de presare necesită următoarele instrumente:
- montare presă de sertizare;
- foarfece de tăiere sau foarfece pentru tăierea țevii;
- pistol de expansiune cu un set de duze.
În primul rând, conductele sunt tăiate. Este foarte important ca tăieturile să fie netede și uniforme, fără bavuri - foarfeca specială va fi utilă pentru acest lucru.
Pe marginea pregătită se pune un manșon, care ulterior va fi sertizat. Vă rugăm să rețineți că trebuie să puneți manșonul înainte de a efectua lucrări de extindere a marginii - în caz contrar, acesta nu se va mai potrivi.

Următorul pas va fi extinderea orificiului de admisie a țevii cu câțiva milimetri cu un pistol special cu o duză de dimensiunea necesară. O mamelă de fixare este introdusă în intrarea extinsă, ceea ce vă permite să lucrați mai ușor cu unsoarea specială inclusă în kit.
În ultima etapă, manșonul conductelor XLPE este fixat cu o presă specială. Și aici trebuie să aveți grijă să nu deformați stația de andocare.